¶ 前置準備
- 打開電腦。
- 打開雷射切割機的頂部門,並手動將焦點雷切頭移動到工作區域的中央。
- 將保養板或紙張放在雷切頭下方,以防螺絲掉進蜂巢桌。
- 用一隻手握住前蓋(2),用另一隻手拆下三個拇指螺絲。直接拉出前蓋。
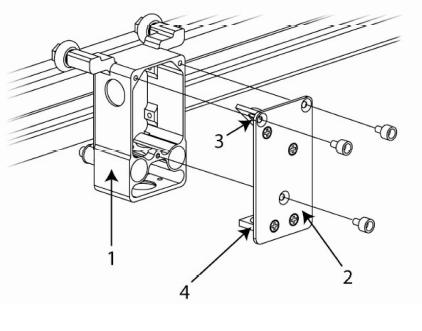
- 對(3)鏡子和焦點鏡片(4)進行視覺檢查,如有需要則進行清潔。
- 要清潔鏡子和鏡片,用95%異丙醇溶液潮濕化棉花棒。將一根新的棉花棒在一個方向上滾動在鏡子上。每次操作都要使用新的棉花棒。在清潔光學元件時要輕柔,以避免刮傷表面。對焦點鏡片重複進行此程序,但請確保清潔鏡片的兩側。完成後,將光學元件放回原位
注意事項:
不要清潔視覺上已經乾淨的光學元件。過度清潔可能會損壞光學塗層。為了防止污染,在處理和清潔任何光學元件之前,請充分洗净雙手。盡量避免用手指觸摸光學表面,只能通過邊緣或光學外殼來處理光學元件。指紋可能會損壞光學塗層。
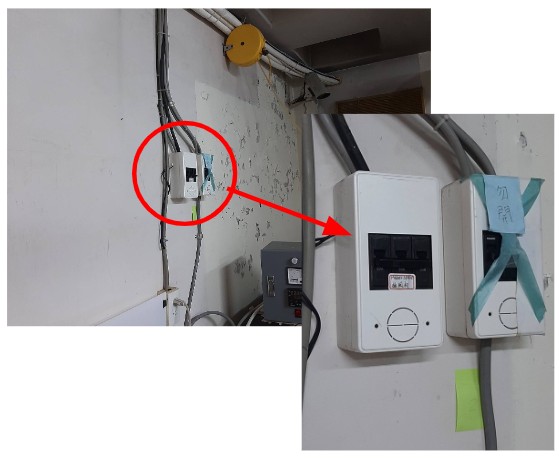
- 打開雷射切割機房間的排風扇的開關。
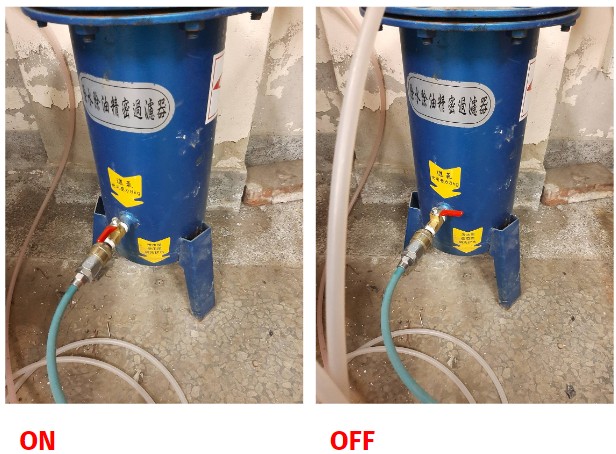
- 打開壓縮空氣閥。您應該能夠聽到從焦點車床處發出的嘶嘶聲,表示空氣正在流動。如果聽不到聲音,請聯繫郭先生(54106)。在壓縮機啟動之前,不要繼續操作。
- 關閉頂部門,然後打開雷射切割機。


¶ CAD 設定
- 在桌面上的 “Laser Cutting Archive” 文件夾中創建一個名稱格式為 “yymmdd-xx” 的子文件夾。
- 打開桌面上的 “公版_Template.3dm” 模板文件。當提示 “打開唯讀文件” 時,選擇打開唯讀。
- 將您的繪圖復制並粘貼到模板中,然後保存一個新文件到第1步中創建的子文件夾中。
經常使用後,切割機的性能會逐漸降低。我們建議進行一次測試切割,以確保您的切割工作能夠一次成功。
-
找一個未使用的地方進行測試切割。在“CUT”圖層上繪製小矩形。
-
在大多數情況下,使用黑色進行雕刻,紅色進行切割,綠色用於參考線(界限線、以前切割的部分、註釋)。也可以使用更多的顏色。
-
使用“File/Print...”,Ctrl+P,或“Print”命令來打開切割對話框。
-
請檢查以下設置:
- 打印機:VLS4.60/75
- 方向:橫向
- 輸出類型:矢量輸出
- 輸出顏色:顯示顏色
- 查看和輸出比例:頂部視圖和窗口。點擊“Set...”確保打印區域與模板中的綠色邊界線相匹配
-
點擊“Properties”以打開雷射切割對話框。
¶ 雷射切割設置
- 選擇所有圖層,設置功率:0%,速度:50%,PPI:1000,Z軸要與材料厚度相匹配。在右上角的模式選擇 “skip” ,將Z軸設置為on。點擊 “Set” 以更新設置。儘管這些設置可能看起來多餘,但它們有助於排除在設置過程中遺漏的內容,以避免意外切割。
- 選擇顏色為黑色,然後更改速度和功率到所需的數值。點擊“設置”以更新設置。功率百分比和速度百分比共同決定雕刻或切割的深度。較高的功率和較慢的速度會產生更深的結果,而較低的功率和較快的速度會產生較淺的結果。
- 選擇顏色為紅色,然後更改速度和功率到所需的數值。點擊 “Set” 以更新設置。
- 點擊“Apply”,然後點擊“OK”。回到Rhino並點擊“Print”。
- 轉到桌面,點擊UCP(紅色方塊圖標)以打開切割面板。如果這不會顯示面板,請點擊右下角通知區域中的最小化圖標。
- 點擊Setting以確認設置,然後點擊綠色的“Run”以開始切割。
- 重復設置和切割程序,直到參數經過良好測試,然後繼續進行切割。
¶ 雷射切割注意事項
切勿在沒有對切割和雕刻過程的持續監督下操作雷射系統。接觸雷射光束可能會引發可燃材料的點燃,進而引發火災。應始終保持良好維護的滅火器隨手可及。
對於雷射切割機內的火災,應保持警惕,不要讓小火變成大火。
火災
當試圖撲滅雷射切割機內的火災時,請遵循以下步驟:
- 抬起機蓋:這將關閉切割雷射,停止向火焰添加熱量。
- 當火焰滅熄後,請調整切割設置,然後繼續或重新啟動工作。
- 吹滅火焰:如果操作員感到安全,可以嘗試吹滅火焰。
- 如有必要,使用滅火器。
事後整理
切勿在雕刻或切割後立即清潔任何光學元件,因為光學元件可能會變熱,而冷卻的鏡頭清潔液可能會導致光學元件受到熱震懾而破裂。
- 切勿在雕刻或切割後立即清潔任何光學元件,因為光學元件可能會變熱,而冷卻的鏡頭清潔液可能會導致光學元件受到熱震懾而破裂。
- 關閉雷射系統。
- 記錄使用檔案,標註日期與時間。
- 清理工作區域中的所有材料和碎片,包括封閉部分。在雷射系統中留下的廢料,包括在可拆卸的切割台設備中收集的材料,可能會引發火災危險。
- 如果您想捐贈剩餘的材料,請諮詢實驗室助手。否則,請帶走您帶來的所有物品。
- 關閉壓縮空氣閥。
- 關閉排風扇、電腦和燈光。
¶ 維護
月度維護
進行中
年度維護
進行中
機器狀態